
在透明件的制作领域,始终存在“看得见的品质”这道坎。对于手板模型或小批量透明外壳,传统的灌注复膜工艺(PU复模)长期受困于发黄、气泡、雾浊等问题。作为深耕增材制造的宁波3D打印厂家,我们率先将高透光树脂3D打印技术与光学级后处理工艺相结合,彻底打破了传统工艺对透明件的限制。本文将深入解析我们如何从源头解决透明件的三大顽疾。
痛点溯源:为什么传统透明件容易“翻车”?
在引入全数字化3D打印解决方案之前,市面上的透明件大多依赖硅胶复模工艺。这种工艺存在天然的物理瓶颈:
1. 材料老化(发黄): 复模使用的PU(聚氨酯)材料在紫外线照射或长时间放置后,分子链容易断裂,导致氧化发黄。这是材料本身的化学属性决定的,无法根本避免。
2. 物理夹渣(气泡): 手工灌注过程中,液体材料在流动时卷入空气,或在真空脱泡不彻底时残留微气泡。这些气泡在光线折射下会变成肉眼可见的“白点”。
3. 表面缺陷(透明度不足): 硅胶模具的表面复制的是母模的纹理。一旦母模磨损或脱模剂残留,透明件表面就会产生橘皮纹或雾化层,导致透光率大幅下降。
破局之道:光固化3D打印重塑透明件制造方式
作为专业的宁波3D打印服务商,我们采用的是高精度SLA(立体光固化)工艺路线。以下是我们在面对上述痛点时的具体技术对策:
1. 应对“发黄”:从分子层面锁定光学纯度
传统复模是物理形态转移,而3D打印是化学成型。
· 材料革新: 我们选用低黄变指数(YI值)的专用透明光敏树脂。这类材料在配方中加入了光稳定剂,固化后分子结构更稳定,能够长期保持水透明状态,耐候性远超PU材料。
· 控温固化: 我们自主研发了精准控温的二次固化箱。如果固化温度过高,树脂会热老化导致发黄。通过精确控制UV波长与热场分布,我们确保零件在达到最高硬度的同时,维持光学级的透明度。
2. 应对“气泡”:物理消除与数字透传
在3D打印的世界里,零件是“长”出来的,而不是“浇”出来的。
· 零气泡成型: 打印过程中,模型通过激光逐层扫描液态树脂成型,液槽内不存在气泡引入机制。打印出的毛坯本身就是致密、均质的实体,彻底杜绝了内部气泡的存在。
· 数字透传设计: 对于必须实心且光学要求极高的部件,我们甚至可以利用3D打印的拓扑优化,在内部设计微通道结构(作为导光路径),利用光在介质中的全反射原理,让光线绕过障碍物,实现类似亚克力的通透效果。
3. 应对“透明度不足”:光学级后处理工艺链
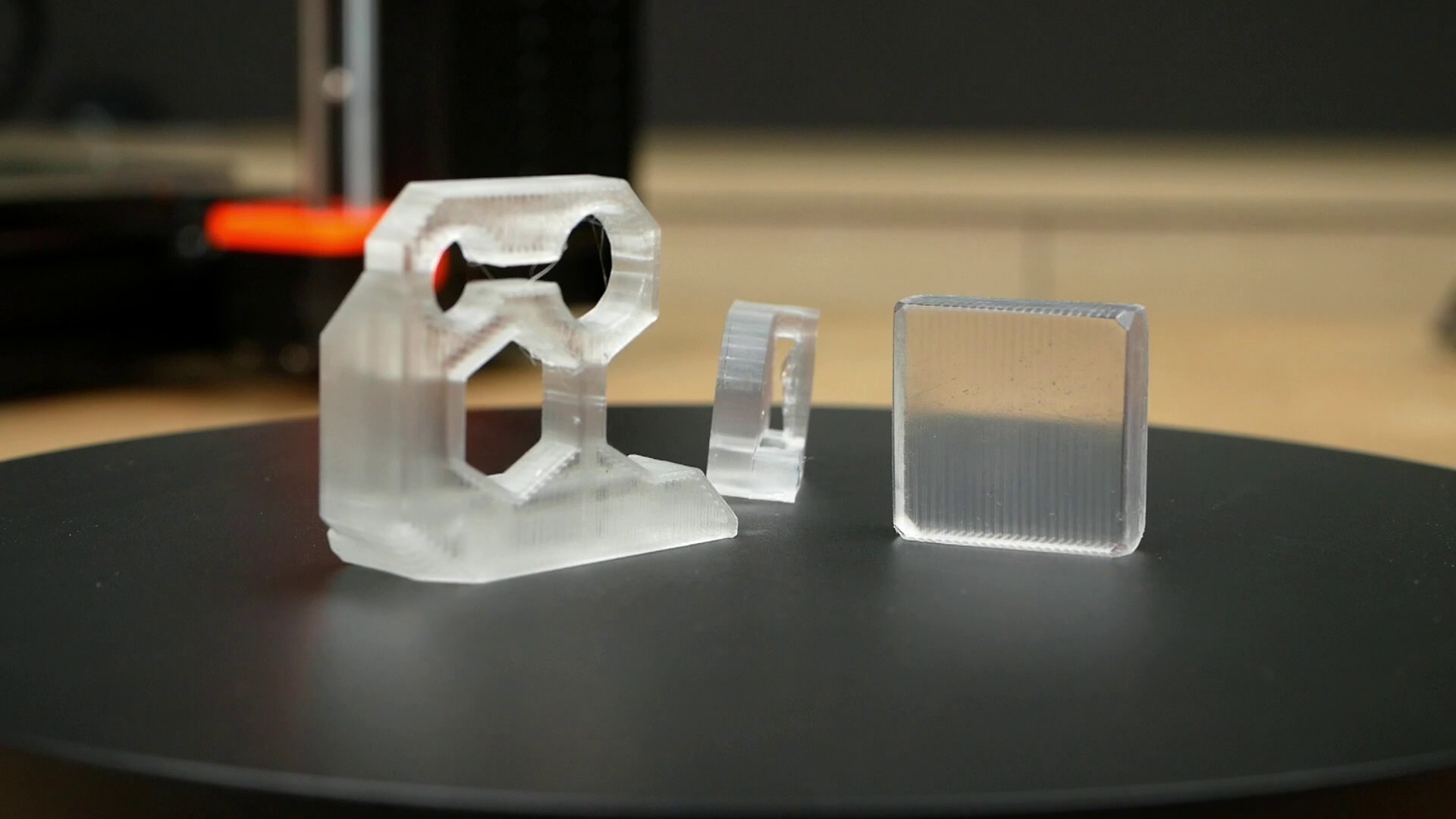
3D打印的原件表面通常有一层细微的“层纹”,这是影响透明度的最大障碍。我们的核心优势在于后处理工艺:
· 研磨抛光体系: 我们建立了阶梯式砂纸目数研磨(800目-2000目-5000目) 流程,逐步消除层纹。不同于手工打磨的不均匀,我们采用气动悬浮打磨,确保曲面受力均匀,不变形。
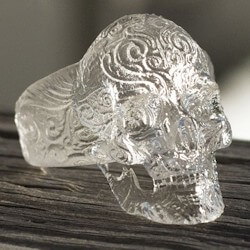
· 蒸汽光饰技术: 针对结构复杂的透明件,我们引入化学蒸汽平滑处理。通过特定溶剂蒸汽瞬间溶解表面微小凸起,利用表面张力形成如玻璃般光滑的光学表面,透光率可提升至92%以上。
· UV纳米涂层: 最后一道工序喷涂高透光UV硬涂层,不仅能填补细微划痕,还能形成保护膜,防止后期使用中的划伤和氧化,让透明度长久保持。
透明,是对工艺最严格的考验。作为专业的宁波3D打印厂家,我们不仅能“打印光学性能”,也能“打印光学性能”。通过我们先进的全数字化的精密成型与光学后处理技术,我们可以为客户交付不发黄、无气泡、高透亮的顶级透明部件。
如果您正在寻找能够完美呈现透明设计的合作伙伴,欢迎联系我们的技术团队:180-4267-7785(贾经理),我们将为您提供从DFM(可制造性设计)分析到成品交付的一站式服务。