
在压铸生产中,模具是核心工艺装备,直接决定了铸件的质量、生产节拍以及模具寿命。随着新能源汽车、5G通讯等领域的轻量化需求日益迫切,压铸件结构愈发复杂,对模具设计提出了极高的挑战。传统的减材制造工艺在应对复杂内部流道和快速迭代需求时,逐渐显得力不从心。本文宁波3D打印厂家——麦客信息将深入探讨选区激光熔化金属3D打印技术如何突破传统机加工的物理极限,为铝压铸模具带来随形冷却的革命性优势,以及交付周期的颠覆性缩短。
一、 压铸模具的痛点:热平衡与制造周期的博弈
在传统的压铸模具制造中,冷却水道通常采用直孔钻削的方式加工。这种方式存在两个核心瓶颈:
1. 冷却不均: 直孔水道只能直线贯穿,无法完美贴合产品异形曲面。这导致模具在充填过程中,热量积聚区域无法得到有效冷却,不仅延长了冷却时间(占整个压铸循环的60%-80%),还容易导致铸件因收缩不均而产生缩孔、变形或热应力开裂。
2. 制造周期长: 对于带有复杂型芯、镶件或内部结构的模具,传统工艺需要多轴CNC加工、EDM电火花以及后续的人工装配,工序繁琐,对高技能工匠的依赖度高。
二、 技术破局:选区激光熔化与模具钢的精密成型
作为专业的宁波3D打印服务厂家,我们采用高功率光纤激光器,通过选区激光熔化技术,直接使用高性能模具钢粉末(如18Ni300、H13改良粉末或AM 316L等),层层堆叠成型。
这一技术路径的核心优势在于“设计即制造”:
· 极高设计自由度: 设计师不再受限于刀具的进刀路径。我们可以在模具型芯内部构建任意曲率、任意截面的三维冷却管道。
· 致密度与性能: 成型的模具零件致密度可达99.9%以上,经过后续的热处理(固溶+时效),其机械性能、导热性能及耐磨性完全媲美甚至超越传统锻造材料。
三、 核心价值:随形冷却带来的生产效率跃升
在铝压铸过程中,铝合金液以高速高压的状态充填型腔,瞬间释放大量热量。此时,模具的冷却效率直接决定了生产节拍。
3D打印实现的“随形冷却”方案:
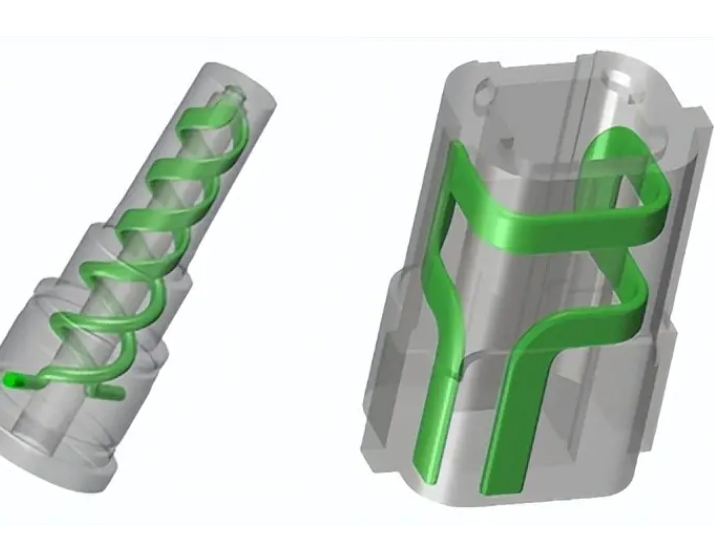
· 紧贴热源: 我们设计的冷却水道距离模具成型表面仅有5-8mm(传统钻孔工艺因强度限制通常距离较远),且沿着产品轮廓均匀排布。
· 消除热点: 针对产品局部厚大区域(热节),我们采用“仿形螺旋”或“矩阵点阵”式冷却结构,实现点对点强力冷却。
优势:
1. 缩短冷却时间: 根据实测数据,采用3D打印随形冷却镶件后,压铸件的冷却时间平均缩短30%-50%,大幅提升单位时间内的出模数。
2. 提升产品良率: 均匀的温度场分布,有效减少了粘模、热裂和气孔缺陷。对于薄壁件或大型复杂件,平面度控制能力显著提升。
3. 延长模具寿命: 消除局部热冲击和热疲劳应力,减少热龟裂的产生,降低模具维护成本。
四、 从设计到验证:3D打印服务如何赋能模具厂
作为服务商,我们不仅提供设备打印,更提供面向增材的设计协同服务:
1. 流道优化与仿真: 在打印前,我们利用CAE模拟软件对设计的随形水路进行流体分析,确保水流处于湍流状态(高换热效率),且压降在可控范围内。
2. 复杂结构整合: 将原本需要多个零件拼接的复杂水套或顶出机构,通过3D打印一体成型,消除装配误差,提高模具整体刚性。
3. 快速试制与迭代: 针对新品开发阶段的模具,无需等待钢料开粗和热处理,我们可以在几天内交付测试用的功能样件,帮助主机厂抢占市场窗口期。
在压铸行业迈向“大型化、一体化、高致密化”的今天,传统的模具制造工艺正在面临极限挑战。金属3D打印是当下解决模具热平衡难题、提升生产效率的新型方式。如果您正在面临冷却不均、效率瓶颈或复杂模具难以加工的困扰,欢迎与我们技术团队联系,共同探讨您的模具如何通过增材制造实现性能重塑。